








TD Series-1 CNC borvél fyrir hausrör




| Vara | Nafn | breytu | ||
| TD0308 | TD0309 | TD0608 | ||
| Stærð og nákvæmni vinnslu á aðalröri. | Efni haussins | SA106-C,12Cr1MoVG,P91,P92 (Hámarkshörku við suðu: 350HB | CS - SA 106 B-flokkur(Hámarkshörku við suðustrenginn er 350HB) | |
| Ytra þvermál haussins | φ60-φ350mm | φ100-φ600mm | ||
| Lengdarbil hauss | 3-8,5m | 3-7,5m | ||
| Þykktarsvið haussins | 3-10mm | 15-50mm | ||
| Borunarþvermál (myndast einu sinni) | φ10-φ64mm | ≤φ50mm | ||
| Vinnsluþvermál hreiðursins (myndast einu sinni) | φ65-φ150mm | |||
| Beinn hluti l af ystu gatbrún að enda | ≥100 mm | |||
| CNC skiptingarhaus | Magn | 2 | 1 | |
| Snúningshraði | 0-4 snúningar/mín. (CNC) | |||
| Lóðrétt stroka | ±100 mm | ±150 mm | ||
| Láréttheilablóðfall | 500 mm | |||
| Lóðrétt fóðrunarhraðastilling | Þrífandi | |||
| Lárétt fóðrunarhraðastilling | Þrífandi | |||
| Borhaus og lóðréttur hrúga hans | Borun á keilulaga holu fyrir spindil | BT50 | ||
| Snúningshraði snældunnar | 30~3000 snúningar á mínútu(Þrepalaus stillanleg) | |||
| Z-slag borhaussins | Um 400 mm | Um það bil 500mm | ||
| Slag borhaussins í Y-átt | Um 400 mm | |||
| Hámarkshraði borhaussins í Z-átt | 5000 mm/mín | |||
| Hámarkshraði borhaussins í Y-átt | 8000 mm/mín | |||
| Akstursstilling | Servó mótor + kúluskrúfa | |||
| Gantry | Gantry akstursstilling | Servómótor + tannhjól | ||
| Hámarksslag x-ássins | 9m | |||
| Hámarkshreyfingarhraði x-ássins | 8000 mm/mín | 10000 mm/mín | ||
| annað | Fjöldi CNC kerfa | 1 sett | ||
| Fjöldi NC-ása | 4 | |||
| Prófunarstofnun | 1 sett | |||
| Hjálparþrýstibúnaður | 1 sett | |||
| Stuðningstæki | 1 sett | |||
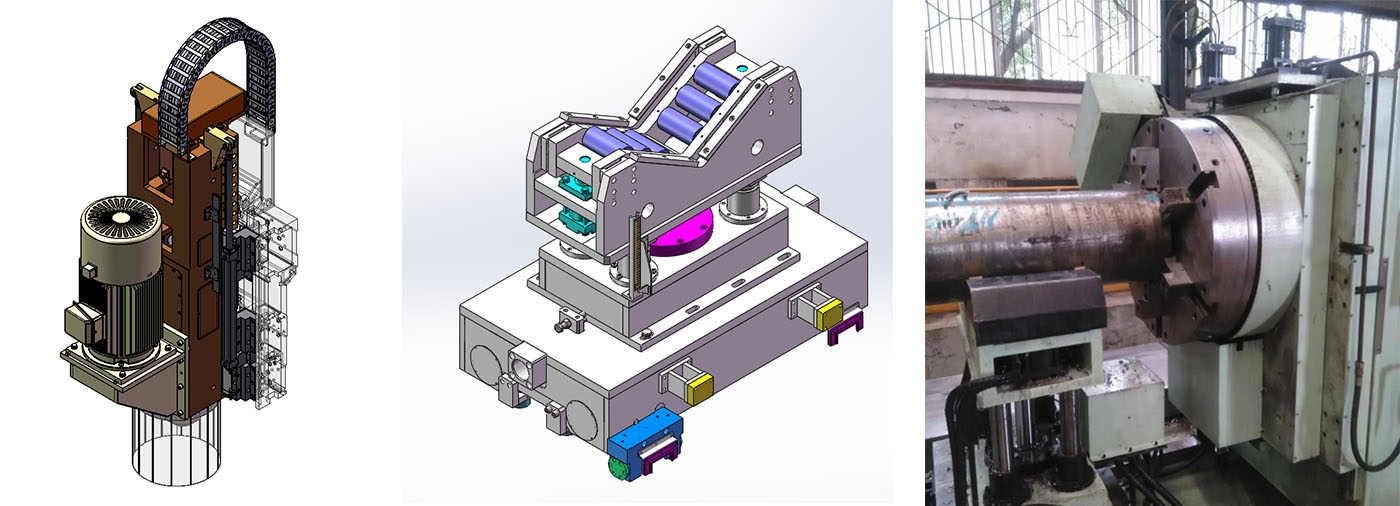
Vélin samanstendur af botni, gantry, borhaus, CNC skiptingarhaus, hjálparpressubúnaði, stuðningsbúnaði, verkfærablaði, flísarlosunar- og kælikerfi, sjálfvirku smur- og vökvakerfi, loftkerfi og rafkerfi.
a. Borhaus og lóðréttur stimpli
Borhausinn er knúinn áfram af breytilegri tíðnimótor í gegnum beltið. Lóðrétta stöngin er stýrt af línulegri rúlluleiðsögn, lóðrétta fóðrunin er knúin áfram af AC servómótor til að knýja kúluskrúfuparið og ná fram hraðspólun/framsæki/stöðvun/seinkun.


b. CNC skiptingarhaus
CNC-skiptihausinn er settur upp í öðrum enda botns vélarinnar og getur færst fram og til baka til að auðvelda hleðslu og affermingu haussins. Vísihausinn er búinn sérsniðnum vökvaspennubúnaði sem notar nákvæma snúningslegu með mikilli nákvæmni í flutningi og miklu togi.

c. Fjarlæging og kæling flísar
Rennan undir botninum er búin flötum keðjuflutningsbúnaði sem losnar sjálfkrafa í ruslflutningsbúnaðinn í endanum. Kælidæla er staðsett í kælivökvatanki flutningsbúnaðarins sem hægt er að nota til að kæla verkfærið að utan til að tryggja borunarafköst og endingartíma borsins. Kælivökvann er hægt að endurvinna.

d. Smurkerfi
Vélaverkfærið notar blöndu af sjálfvirku smurningarkerfi og handvirkri smurningu til að smyrja alla hluta vélarinnar, sem kemur í veg fyrir leiðinlega handvirka notkun og bætir endingartíma hvers hlutar.
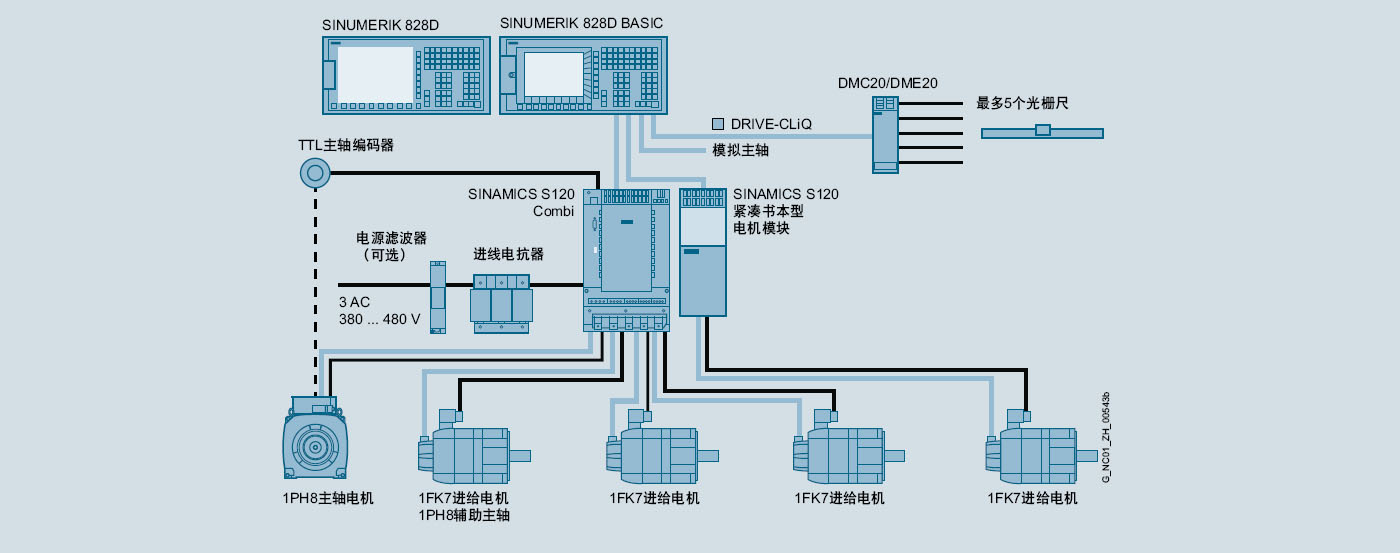
e. Rafstýringarkerfi
CNC kerfið notar Siemens SINUMERIK 828d CNC kerfið. SINUMERIK 828d er spjaldbundið CNC kerfi. Kerfið samþættir CNC, PLC, rekstrarviðmót og mælistýringarlykkju.
| NO. | Nafn | Vörumerki | Land |
| 1 | CNCkerfi | Siemens 828D | Þýskaland |
| 2 | Fóðurservó mótor | Símens | Þýskaland |
| 3 | Lleiðarar í eyranu | HIWIN/PMI | Taívan, Kína |
| 4 | Nákvæmni minnkunarbúnaður fyrir X-ás | ATLANTA | Þýskaland |
| 5 | X-ás tannhjól og tannhjólspar | ATLANTA | Þýskaland |
| 6 | Nákvæmni spindill | Kenturn/Spintech | Taívan, Kína |
| 7 | Snældumótor | SFC | Kína |
| 8 | Vökvakerfisloki | ATOS | Ítalía |
| 9 | Olíudæla | Justmark | Taívan, Kína |
| 10 | Dragkeðja | CPS | Kórea |
| 11 | Sjálfvirkt smurningarkerfi | HERG | Japan |
| 12 | Hnappur, vísirljós og aðrir helstu rafmagnsþættir | Schneider | Frakkland |
| 13 | Kúluskrúfa | Ég+F/NEFF | Þýskaland |
Athugið: Ofangreint er staðlaður birgir okkar. Það er hægt að skipta því út fyrir íhluti af sömu gæðum af öðru vörumerki ef ofangreindur birgir getur ekki útvegað íhlutina vegna sérstakra vandamála.



Stutt fyrirtækisupplýsingar  Upplýsingar um verksmiðju
Upplýsingar um verksmiðju  Árleg framleiðslugeta
Árleg framleiðslugeta  Viðskiptahæfni
Viðskiptahæfni 
