







PP1213A PP1009S CNC vökvakerfi með miklum hraða gata fyrir vörubílsgeisla




| NEI. | Vara | Færibreyta | ||
| PP1213A | PP1009S | |||
| 1 | Gatnakraftur | 1200KN | 1000KN | |
| 2 | Hámarkdiskurstærð | 800×3500 800×7000mm(Auka staðsetning) | ||
| 3 | Plataþykktarsvið | 4~12mm | 4~12mm | |
| 4 | Punch Station | Einingarnúmer | 13mm | 9mm(efstu 5, neðstu 4) |
| Hámarksþvermál kýla | φ60 | φ50 | ||
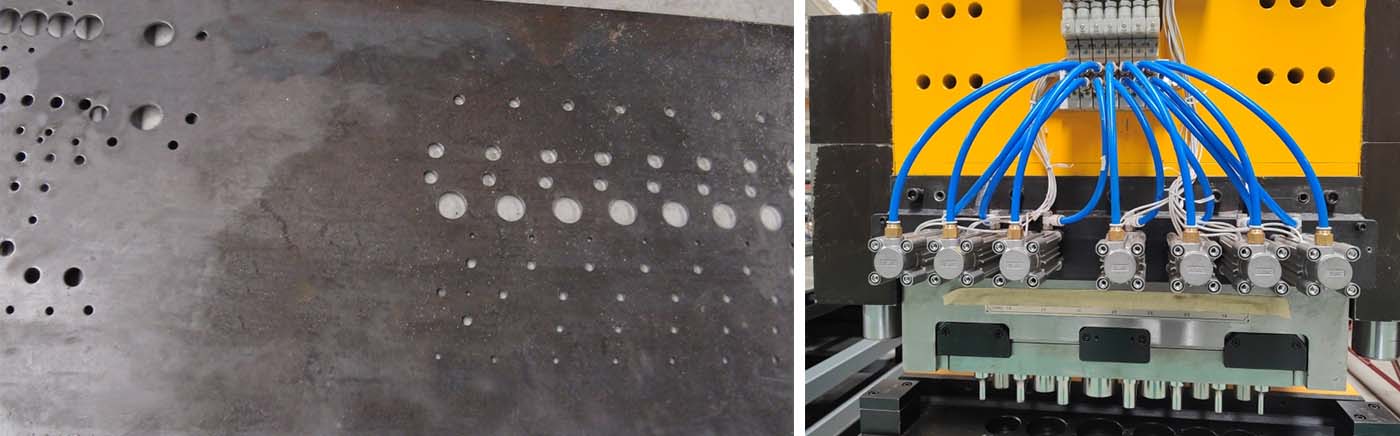
| 5 | Stærð gata(mm) | φ9,φ11,φ13,φ15,φ17,φ21,φ22,φ30,φ34,φ36,φ45,φ50,φ60 (Sett af deyja með plötuþykkt 8 mm) | φ9,φ11,φ13,φ15,φ17,φ21,φ25,φ30,φ35 (þar með talið sett af deyja með plötuþykkt 8mm) | |
| 6 | Fjöldi höggaá mínútu | 〉42 | <42 | |
| 7 | Stríðssíðaumfang | <2mm | <25 | |
| 8 | Fjöldi klemma | 3 | ||
| 9 | Kerfisþrýstingur | Hháþrýstingur | 24 MPa | |
| Llágur þrýstingur | 6MPa | |||
| 10 | Ainnra þrýstingur | 0,5 MPa | ||
| 11 | Mótorafl vökvadælu | 22 kW | ||
| 12 | X-ás servó mótorafl | 5 kW | ||
| 13 | Y-ás servó mótorafl | 5 kW | ||
| 14 | Heildargeta | 55kVA | ||

1. Vélarbeðið í þungavinnuvélinni notar hágæða stálplötusuðugrind. Eftir suðu er yfirborðið málað til að bæta yfirborðsgæði og ryðvörn stálplötunnar. Suðuhlutar rennibekkjarins eru hitaþroskaðir til að útrýma suðuálagi sem best.

2. Vélin hefur tvær CNC-ásar: x-ásinn er vinstri og hægri hreyfing klemmunnar, Y-ásinn er fram- og afturhreyfing klemmunnar og CNC-vinnuborðið með mikilli stífni tryggir áreiðanleika og nákvæmni fóðrunar.
3. X. Y drifás notar nákvæma kúluskrúfu til að tryggja nákvæmni sendingar.
4. X- og Y-ásar nota nákvæmar línulegar leiðarvísir, með miklu álagi, mikilli nákvæmni, langan endingartíma leiðarvísisins og geta viðhaldið mikilli nákvæmni vélarinnar í langan tíma.
5. Drifmótorar x-ássins og y-ássins eru knúnir áfram af þýskum riðstraumsservómótorum. Y-ásinn gefur hálflokaða lykkjustöðuendurgjöf.
6. Vélin er smurð með blöndu af miðstýrðri smurningu og dreifðri smurningu, þannig að vélin sé í góðu ástandi í hvert skipti.
7. CNC vinnuborðið fyrir flutningsefni er fest beint á grunninn og vinnuborðið er búið alhliða flutningskúlu sem hefur þá kosti að vera lítill viðnám, lágur hávaði og auðvelt viðhald.
8. Staðsetning gatamótsins á vélinni notar tvöfalda línulega röð og hámarksþvermál gatamótsins er 50 mm. Stimpill vökvastrokksins knýr renniblokkina sem er stýrt af tveimur línulegum rúllum til að hreyfast upp og niður, sem tryggir nákvæma röðun mótsins og gatamótsins og hefur langan líftíma. Val á staðsetningu gatamótsins notar þann hátt að strokkurinn ýtir og dregur púðablokkinn, sem hefur kosti hraðrar mótskipta, mikillar áreiðanleika og þægilegs viðhalds.
9. Efnið er klemmt með þremur öflugum vökvaklemmum sem geta hreyfst og staðsetst hratt. Klemman getur flotið upp og niður með sveiflum efnisins. Hægt er að stilla fjarlægðina milli klemmanna í samræmi við lengd klemmubrúnar efnisins.

10. Það hefur kosti stutts vinnslutíma, hraðrar staðsetningar, einfaldrar notkunar, minna gólfpláss og mikillar framleiðsluhagkvæmni.
11. Viðmót tölvunnar er á ensku, sem er auðvelt fyrir rekstraraðila að ná góðum tökum á.
| NO | Nafn | Vörumerki | Land |
| 1 | CNCkerfi | Siemens 808D | Þýskaland |
| 2 | Servó mótor ogSErvo ökumaður | Siemens / Panasonic | Þýskaland/ Japan |
| 3 | Leiðbeiningar um línulega hreyfingu | HIWIN/PMI | Taívan, Japan |
| 4 | Kúluskrúfa | Ég+F/ÞARF | Þýskaland |
| 5 | Sívalningur | SMC/FESTO | Japan / Þýskaland |
| 6 | Faststöðu-rofa | Weidmüller | Þýskaland |
| 7 | Dragkeðja | Igus/CPS | Þýskaland/ Suður-Kórea |
| 8 | Tvöföld dæla | Denison/Albert | Bandaríkin |
| 9 | Vökvakerfisloki | ATOS | Ítalía |
| 10 | Olíukælir | Tongfei/Laber | Kína |
| 11 | Olíusmurningarbúnaður | Herg | Japan |
| 12 | Lágspennu rafmagnsíhlutir | Schneider | Frakkland |
Athugið: Ofangreint er staðlaður birgir okkar. Það er hægt að skipta því út fyrir íhluti af sömu gæðum af öðru vörumerki ef ofangreindur birgir getur ekki útvegað íhlutina vegna sérstakra vandamála.



Stutt fyrirtækisupplýsingar  Upplýsingar um verksmiðju
Upplýsingar um verksmiðju  Árleg framleiðslugeta
Árleg framleiðslugeta  Viðskiptahæfni
Viðskiptahæfni 





