






PHD2020C CNC borvél fyrir stálplötur




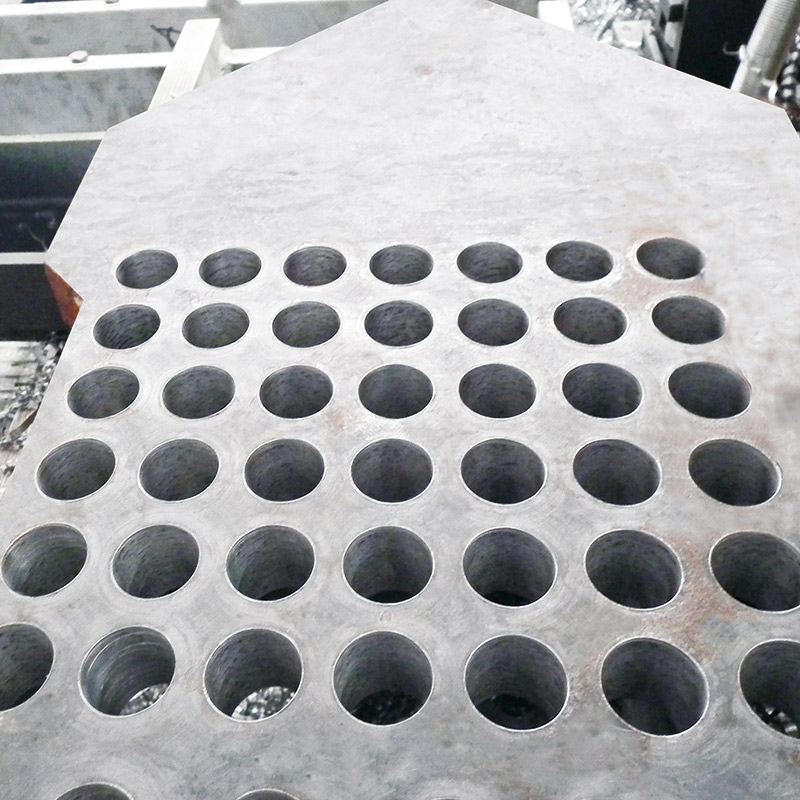
| Hámarksvinnslaefnistærð | Þvermál | φ2000mm |
| Plata | 2000 x 2000 mm | |
| Hámarksþykkt unninna plata | 100 mm | |
| vinnuborð | Breidd T-gróps | 22 mm |
| Borunaraflshaus | Hámarksborþvermál háhraða stáls snúningsborvélar | φ50 mm |
| Hámarksborunarþvermál sementkarbíðbora | φ40 mm | |
| Hámarksþvermál fræsara | φ20mm | |
| Snældukeila | BT50 | |
| Aðalafl mótorsins | 22 kW | |
| Hámarks snúningsvægi ≤750r/mín | 280Nm | |
| Fjarlægð frá neðri endafletisnældaá vinnuborð | 250—600 mm | |
| Langshreyfing gantry (x-ás) | HámarkStreyk | 2050 mm |
| Hreyfingarhraði X-áss | 0—8m/mín | |
| X-ás servó mótorafl | Um það bil 2 × 1,5 kW | |
| Hliðarhreyfing á aflgjafa(Y-ás) | Hámarksslag aflhaussins | 2050 mm |
| Y-ás servó mótorafl | Um það bil 1,5 kW | |
| Fóðrunarhreyfing krafthaussins(Z-ás) | Z-ás ferðalag | 350 mm |
| Z-ás servó mótorafl | Um 1,5 kW | |
| nákvæmni staðsetningar | X-ás,Y-ás | 0,05 mm |
| Endurtekið nákvæmni staðsetningar | X-ás,Y-ás | 0,025 mm |
| Loftkerfi | Nauðsynlegur loftþrýstingur | ≥0,8 MPa |
| Mótorafl flísarflutnings | 0,45 kW | |
| Kæling | Innri kælingarstilling | loftþokukæling |
| Ytri kælingarstilling | Kæling í hringrásarvatni | |
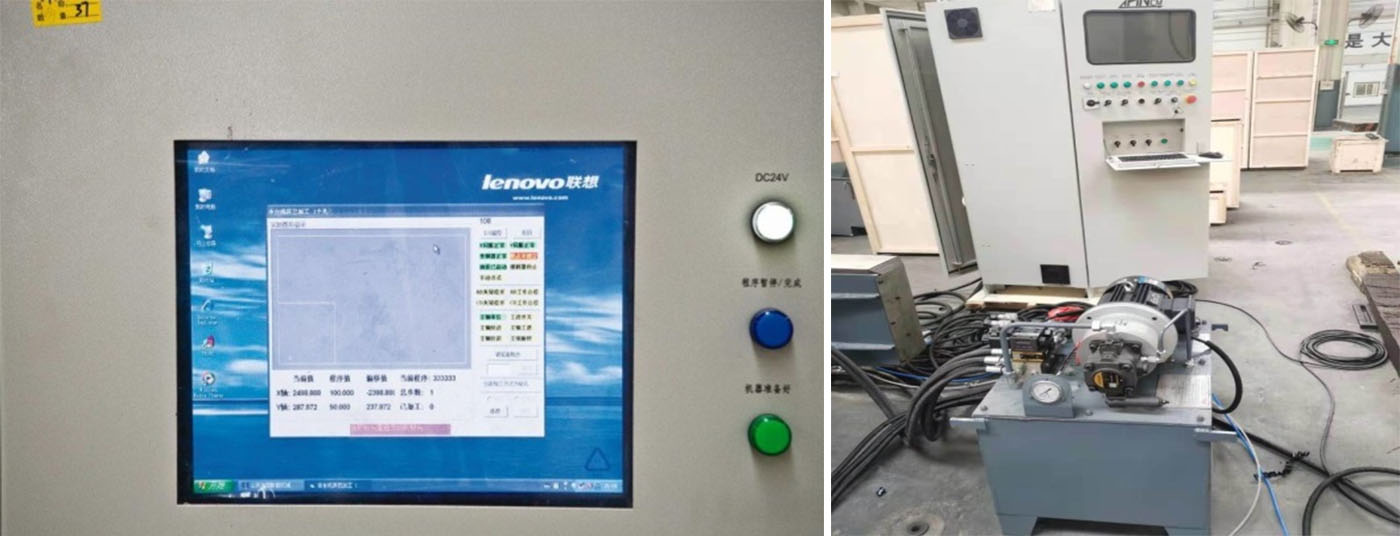
| Rafkerfi | CNC | Siemens 808D |
| Fjöldi CNC ása | 4 | |
| Aðalvél | Þyngd | Um 8500 kg |
| Heildarvídd(L × B × H) | Um 5300(3300)×3130 × 2830 mm |
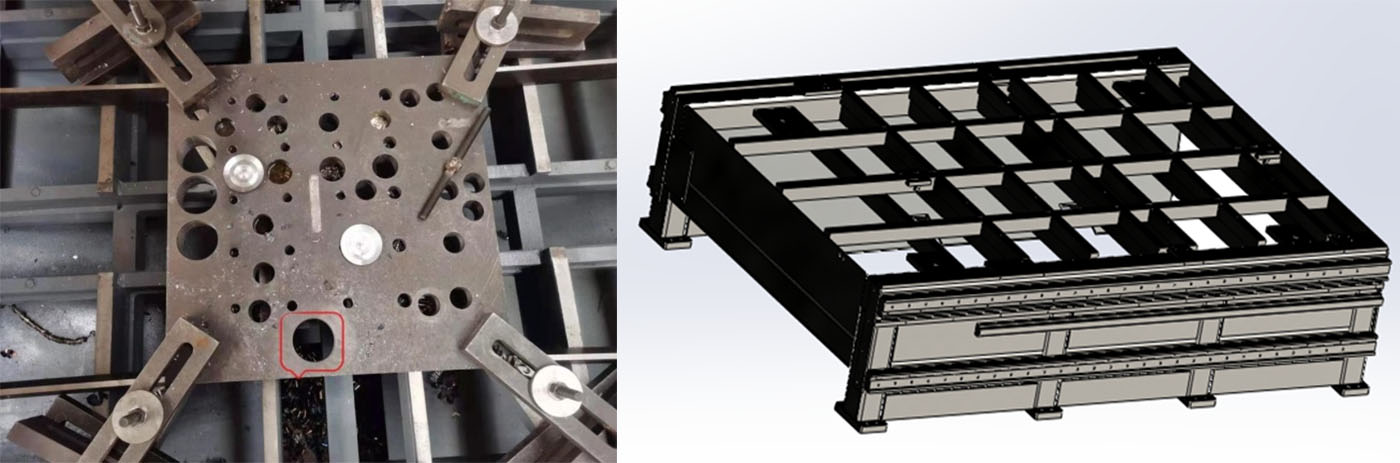
1. Þessi vél samanstendur aðallega af rúmi og langsum renniplötu, gantry og þversum renniborði, boraflshaus, flísafjarlægingartæki, loftkerfi, úðakælikerfi, miðstýrðu smurningarkerfi, rafkerfi og o.s.frv.
2. Snældan á borvélahausnum notar nákvæmnissnældu frá Taívan, með mikilli snúningsnákvæmni og góðum stífleika. Hún er búin BT50 keilulaga holu, sem gerir það þægilegt að skipta um verkfæri. Hún getur klemmt bæði snúningsbor og sementkarbíðbor, með fjölbreyttu notkunarsviði. Hægt er að nota endfræsara með litlum þvermál fyrir létt fræsingu. Snældan er knúin áfram af breytilegri tíðnimótor, sem hefur fjölbreytt notkunarsvið.

3. Vélin hefur fjóra CNC ása: staðsetningarás fyrir gantry (x-ás, tvöfaldur drif); þversum staðsetningarás (Y-ás) borvélarhaussins; fóðrunarás borvélarhaussins (Z-ás). Hver CNC ás er stýrður af nákvæmri línulegri rúllandi stýritein og knúinn af AC servómótor + kúluskrúfu.
4. Vélin er búin flötum keðjuflutningsfæriböndum í miðjum vélarrúminu. Járnflögurnar eru safnaðar í flísflutningsfæriböndin og fluttar á flísflutningsfæriböndin, sem er mjög þægilegt fyrir flísafjarlægingu; kælivökvinn er endurunninn.
5. Sveigjanleg hlífðarhlífar eru settar upp á x-ás og y-ás leiðarlínurnar báðum megin við vélina.
6. Kælikerfið hefur áhrif innri kælingar og ytri kælingar.
7. CNC kerfi vélarinnar er útbúið með Siemens 808D og rafrænu handhjóli, sem hefur öfluga virkni og einfalda notkun. Það er búið RS232 tengi og hefur forskoðun og endurskoðun vinnslu. Rekstrarviðmótið hefur virkni mann-vél samskipta, villubætur og sjálfvirka viðvörun og getur framkvæmt sjálfvirka CAD-CAM forritun.
| NEI. | Nafn | Vörumerki | Land |
| 1 | Lleiðarar í eyranu | HIWIN/PMI/ABBA | Taívan, Kína |
| 2 | Kúluskrúfupar | HIWIN/PMI | Taívan, Kína |
| 3 | CNC | Símens | Þýskaland |
| 4 | servó mótor | Símens | Þýskaland |
| 5 | Servó bílstjóri | Símens | Þýskaland |
| 6 | Nákvæmni spindill | KENTURN | Taívan, Kína |
| 7 | Miðlæg smurning | BIJUR/HERG | Bandaríkin / Japan |
Athugið: Ofangreint er staðlaður birgir okkar. Það er hægt að skipta því út fyrir íhluti af sömu gæðum af öðru vörumerki ef ofangreindur birgir getur ekki útvegað íhlutina vegna sérstakra vandamála.



Stutt fyrirtækisupplýsingar  Upplýsingar um verksmiðju
Upplýsingar um verksmiðju  Árleg framleiðslugeta
Árleg framleiðslugeta  Viðskiptahæfni
Viðskiptahæfni 





